


不要满足于简单的文字描述,点击我们的球墨铸铁管k9球墨铸铁管用心做品质产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:廊坊香河球墨铸铁管k9球墨铸铁管用心做品质的图文介绍

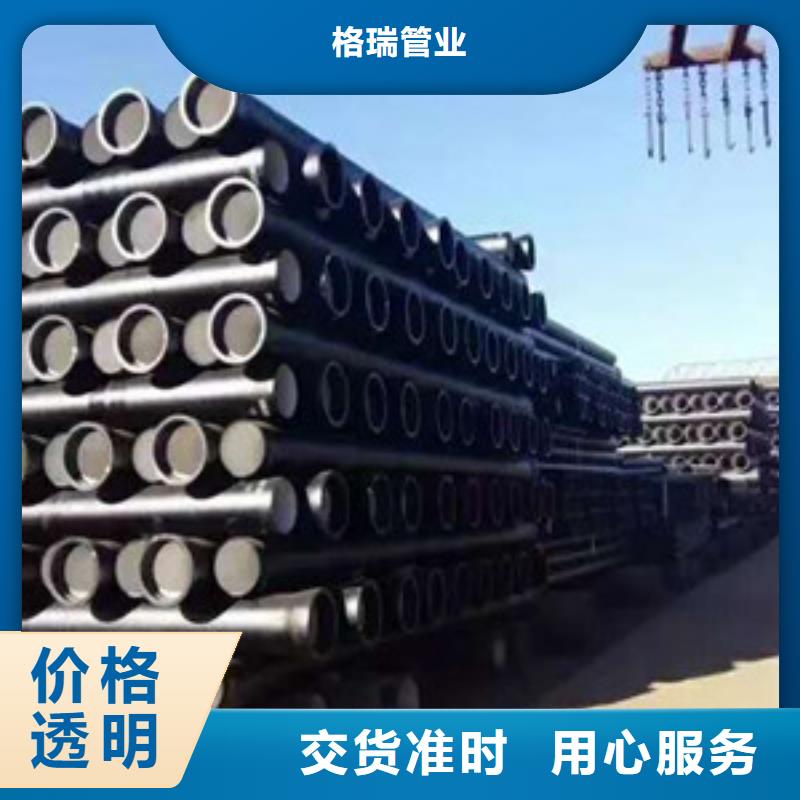
廊坊香河球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 廊坊香河球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径廊坊香河球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的廊坊香河球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。廊坊香河球墨铸铁管管件规格型号不同、壁厚不同。


这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。廊坊香河球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的廊坊香河球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。



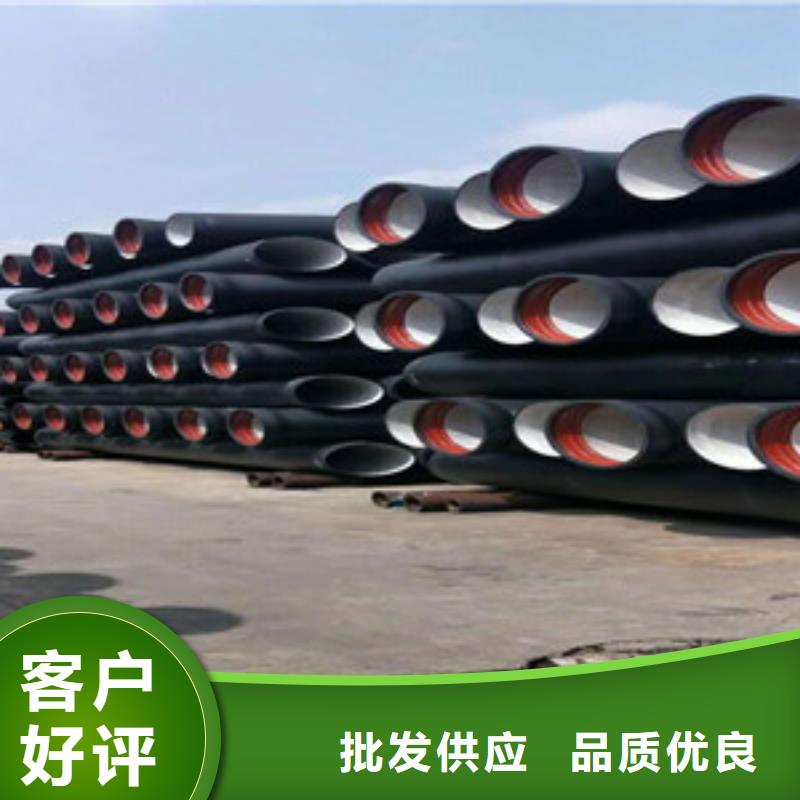
廊坊香河球墨铸铁管气密性检测气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量 廊坊香河球墨铸铁管气密性检测涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。k9廊坊香河球墨铸铁管气密性检测方法流量法,超声波法等等。传统的廊坊香河球墨铸铁管检测泄漏方法多采用气泡法和涂抹法。廊坊香河球墨铸铁管道采用180度素砼壁护。廊坊香河球墨铸铁管气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行廊坊香河球墨铸铁管的气密性检查:廊坊香河球墨铸铁管气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法。

格瑞管业(香河县分公司)自创建以来一直坚持“公平”“争优”“创新”“诚信”理念,不断要求自己,不断自己的 k9球墨铸铁管产品水平来创造广大市场,以热情的服务赢得大家的信任,以客户保持良好的长久合作伙伴关系,以客户共进退,以客户共辉煌,力争创造出美好的未来。


