



弯管实力雄厚品质保障的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:承德隆化 弯管实力雄厚品质保障的图文介绍


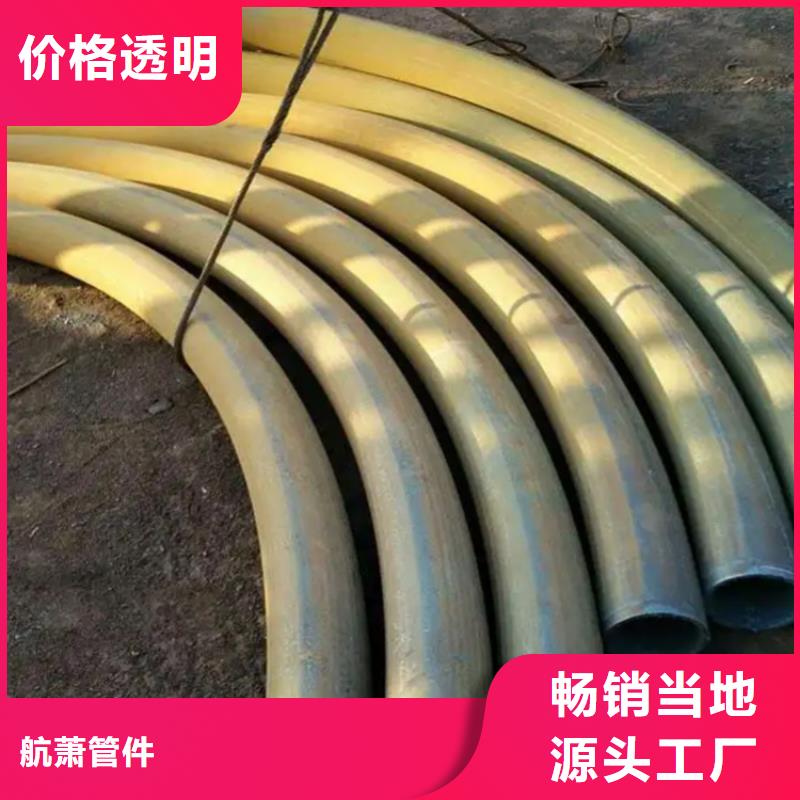
弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。



航萧管件(隆化县分公司)把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 弯管原料开始,实行层层把关制, 弯管产品质量多年稳定提高,不断改进。航萧管件(隆化县分公司)以满足贵公司的需求为宗旨,不仅为您提供高品质的 弯管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


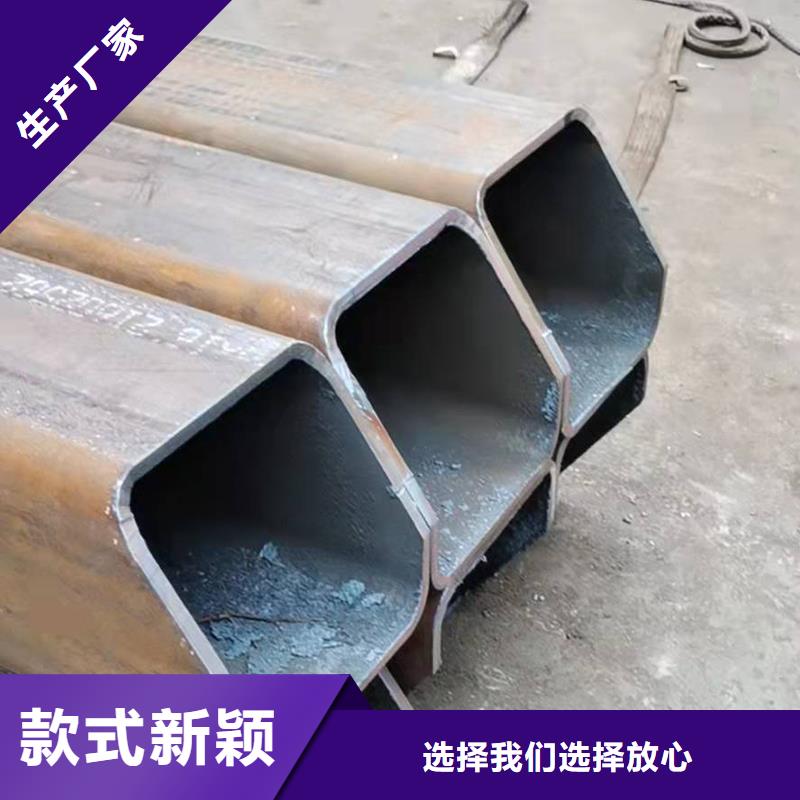
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。



全自动弯管机实际是怎么操作的? 大家知道全自动弯管机实际是怎么操作的吗?不知道的现在可以来了解一下! 1、全自动弯管机主要适合应用在激光切割稍微厚一点的产品工件方面。选中“切厚挑选”开关部位。 2、将割炬滚轴卸掉后,割炬与全自动切管机机连接牢固,任意配件中准备有连接件。 3、连接好机器的开关电源,按照产品的外形,安裝好滑轨或半经杆(如果是直线切割用滑轨,若是要切割圆或弧形,可以使用半经杆)。 4、将割炬的电源插头拨下,换成摇控电源插头(任意配件中常备)。 5、按照工件的薄厚,调节适合的走动速率,且把机器里的“倒”、“顺”开关放在切割的方向。 6、把喷头和工件中间的间距调节成3到8毫米,然后把喷头中间调节成工件割缝的起止条上。 7、打开摇控开关,切穿工件后,打开机器的电源总开关,就可以切割了。

